Investigation of the Relaxation Effect of Fluticasone Furoate Blends within Ellipta® device PDF Free Download
/1
100%

0
5
10
15
20
25
30
35
40
1 2 3 4 5
FPF [%]
FF Blend
T0
T1
T2
Five batches of FF were manufactured. API PSD and the grade and percentage of fine lactose were modified
to shift the APSD to match the RLD performance [4]. The particles of the FF batch used in formulations #1, 2
and 3 had a smaller particle size, in comparison to the coarser API batch employed to manufacture formula-
tions #4 and 5. The percentage of lactose fines was dierent for the blends manufactured and a finer lactose
was employed for blends #1 and 2.
BCU for all FF formulations manufactured was within specification with RSD < 2.1% of the target value (100 µg).
CU for all FF formulations also met specification with RSD ≤ 5%.
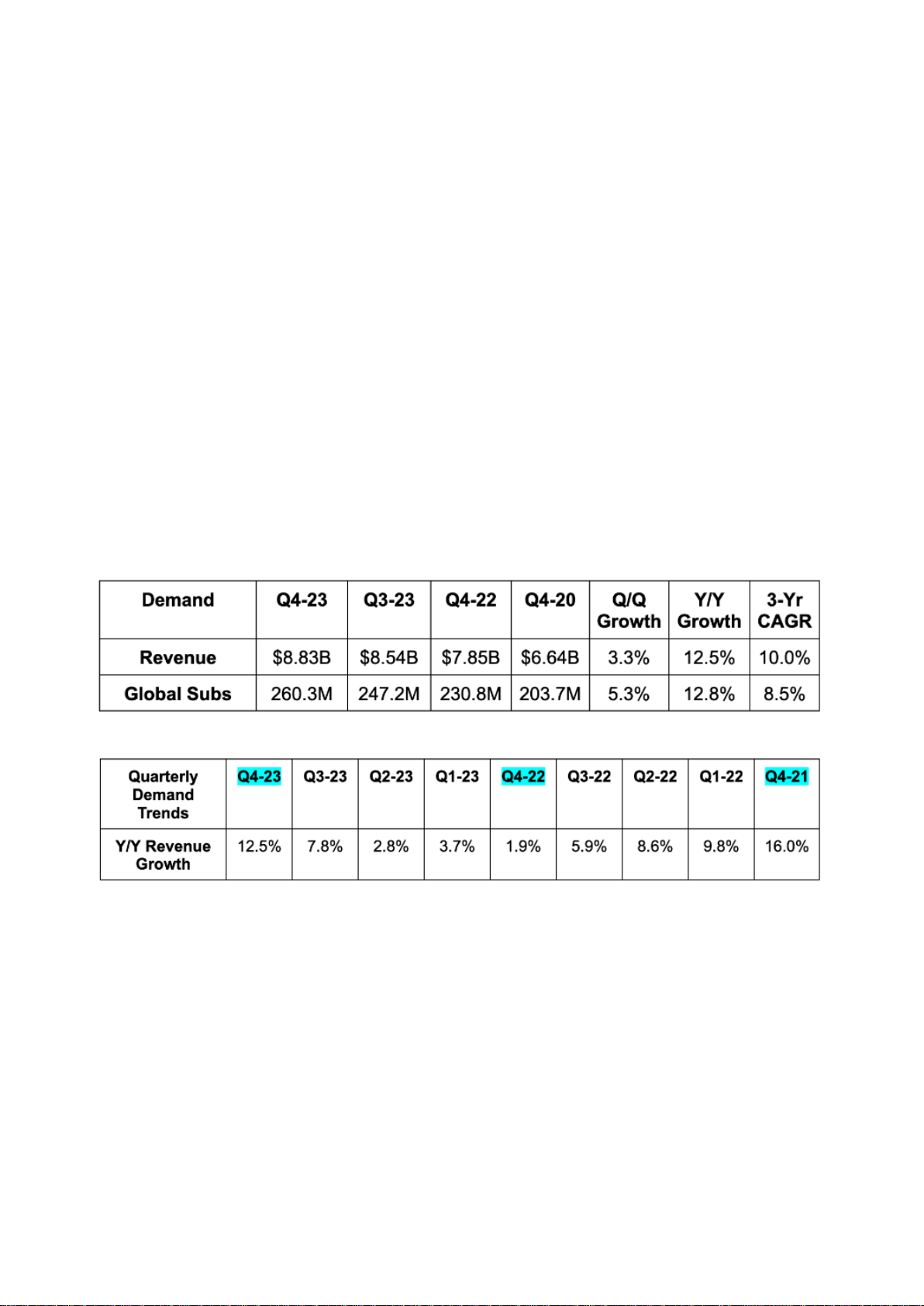
APSD was monitored for the blends manufactured during storage under ambient conditions. A relaxation ef-
fect with a statistically significant increase of FPF (Figure 2), evident already after 2 weeks of storage, was no-
ticed for the blends comprising the finer grade of fine lactose (#1 and #2).
The increase of FPF observed was grater when a lower percentage of fine lactose was used (Figure 3), but
generally it resulted in a higher API deposition in stages 3 and 4 of the NGI for all the time-points analysed in
comparison to the aerodynamic performance collected after manufacturing.
The same relaxation eect was not observed for the other FF blends manufactured (blends #3-5) as well as
for all the VIL blends prepared throughout the generic development (Figure 4).
Figure 2 - FF after manufacturing (T0), after 2-weeks of storage (T1)
and after 4-weeks of storage (T2).
Figure 4 – APSD after manufacturing (T0), after 2-weeks of storage (T1) and after 4-weeks of storage (T2) of FF Blend #5 (a) and
VIL lead Blend (b).
Impactor Size Mass T/R ratio was 91.4% for FF and 97.9% for VIL.
Investigation of the Relaxation Effect of Fluticasone
Furoate Blends within Ellipta® device
Karin Marek1, Maribel Bogalo Huescar2, Andre Widmann1, Anna Lachenmaier1, Ali Verdi1,
Birsen Öztürk1, Judith Schwab1, Andrea Silvestri3, Marco Laackmann1 & Irene Rossi1
1Harro Höfliger, Allmersbach im Tal, 71573, Germany; 2DFE Pharma, Goch, 47568, Germany; 3Sterling, Corciano, 06073, PG, Italy
The performance of carrier-based DPI is the result of the interaction between critical material attributes (CMAs), such as drug and excipients’ properties and device type,
resistance and mechanism of action; and critical process parameters (CPPs) of sieving, blending, and filling. Surface properties of micronized particles are influenced by
material properties (presence of crystal habits, change in polymorphic form, presence of amorphous material) and mechanical properties induced by material process-
ing [1]. The use of high shear blending, the industry standard for the manufacturing of blends, can improve dispersion of fine material improving dose content uniformity.
On the contrary, the high energy can damage particles and/or induce high-energy sites that can aect formulation performance [2].
Throughout the early-phase development of a Relvar® Ellipta generic, we monitored the interaction between blend composition and the relax-
ation effect of Fluticasone Furoate (FF) blends upon ambient storage, as to up to our knowledge no literature is publicly available on uticasone
furoate behaviour in lactose-based blends.
References
1. Shur J et al., Ther. Deliv. 2013; 4(8): pp 925–937
2. Edwards A et al., Drug Delivery to the Lungs 19, Edinburgh, United Kingdom,
10-12 December 2008
3. Marek K et al., Respiratory Drug Delivery 2024, Tucson, Arizona, United States of
America, 5-9 May 2024
4. Bogalo Huescar Met al., Respiratory Drug Delivery 2023, Antibes, Nice, France,
2-5 May 2023.
INTRODUCTION
CONCLUSION
Throughout the development of FF and VIL blends in vitro equivalent to Relvar® Ellip-
ta formulations, a relaxation eect for some of the FF formulations was observed and
monitored. However, further studies will be necessary to investigate and correlate API
and excipients’ physico-chemical properties and high shear mixing CPPs to the relax-
ation eect reported. Generally, when developing a DPI by high shear blending, it is im-
portant to study and control drug product variability during storage already since initial
formulation screening.
MATERIAL & METHODS
a b
In-house formulations were screened by blending micronized FF or Vilanterol (VIL) (Sterling, IT) with mixtures of coarse and fine lactose (DFE, DE), and magnesium
stearate for VIL blends, employing a high shear mixer (TRV, GEA, DE). Blister (Amcor, CH) forming, membrane filling and sealing was performed on a SSP2 machine
(Harro Höfliger, DE). Content uniformity (CU) for the blends and the blister strips was tested following USP <905>. The Slitting TT (Harro Höfliger, DE) was then used to
manually cut the filled blister strips (Figure 1 - a) for them to be loaded into the Ellipta® originator device employing the Coiling TT (Figure 1 - b) [3]. The Aerodynamic Par-
ticle Size Distribution (APSD) of the Active Pharmaceutical Ingredients (API)s was then tested by Next Generation Impactor (NGI; Copley Scientific, UK) at 60 L/min and
compared to the Reference Listed Drug (RLD) performance. APSD testing was performed after manufacturing and after every two weeks of storage and com-
pared to the RLD performance. Figure 1. a) Slitting TT and b) Coiling TT.
RESULTS
Figure 3 - Example of APSD for Blend #1 at the dierent time-points.
a b